Keine Artikel
Preise inkl. MwSt.
Produkt wurde in den Korb gelegt
Sie haben 0 Artikel in Ihrem Warenkorb. Es gibt 1 Artikel in Ihrem Warenkorb.
Das Produkt wurde Ihrer Angebotsanfrage hinzugefügt!
WillowFlex & Bowdenextruder – und es druckt sich doch!
Obwohl WollowFlex ein flexibles Filament ist, lässt es sich erstaunlich gut auf 3D-Druckern mit Bowdenextruder verdrucken.
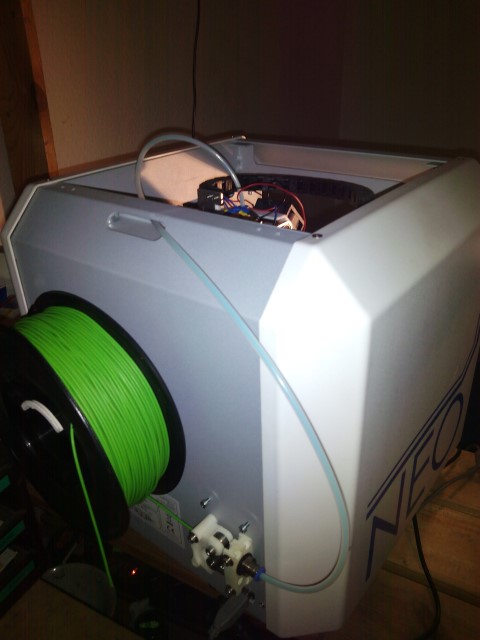
Mein Test erfolgte auf dem neo von German RepRap. Ein sehr günstiges Gerät das aber ganz passable Ergebnisse liefert. Der neo hat einen Bowdenschlauch von über 70cm Länge, mit mehreren scharfen Biegungen. Erschwerte Bedingungen also.
Was ist ein Bowdenextruder -> externer Link auf Englisch
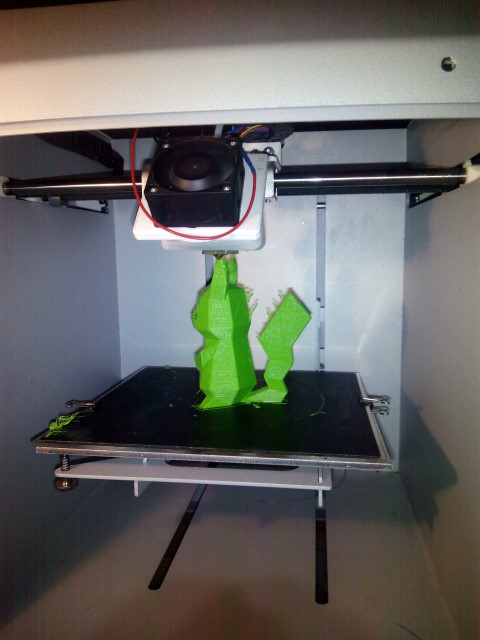
Ich habe dem neo eine aktive Kühlung nachgerüstet. Ich finde jeder FDM-Drucker sollte eine aktive Kühlung haben. Solange ihr kein ABS verwendet verbessert ihr die Druckqualität um ein Vielfaches!
Wenn ihr meine Tipps befolgt werdet ihr auf Geräten mit kürzeren und weniger verwundenem Bowdenschlauch, wie z.B. dem Kossel noch deutlich bessere Ergebnisse erziehen.
Retraction is wichtig! Alles steht und fällt mit der Retraciton!
Ihr werdet nicht umhin kommen, die richtigen Retraction settings für euer Gerät auszukaspern: Retractet viel und retracted schnell. Dann kann man das Oosing (tropfenbildung) in den Griff kriegen. Ihr müsst soweit retracten, dass der Federweg des Filaments im Schlauch aufgebraucht ist und dann noch 2 mm weiter. Ich habe es mit Messen versucht, leider erfolglos.
Wenn ihr zu weit retracted werdet ihr Probleme mit klemmenden Filament bekommen da es dann an den Kanten der Verbindungen innerhalb des Extruders hängen bleibt.
Dieses Teil hat mir gute Dienste geleistet:
http://www.thingiverse.com/thing:15087
allerdings braucht ihr es nicht solange zu probieren, bis es gut aussieht (wird es nie) sondern nur bis ihr die maximale Rückzugdistanz gefunden habt, bei der das Filament noch nicht klemmt und der Druck ohne Förderprobleme druchläuft. Auf dem neo sind das 6.8mm.
Retracted schnell! 100mm/s sind kein Problem, wenn ihr den nächsten Tipp befolgt:
Andruck ist wichtig
Zerquetscht das Filament nicht! WillowFlex bietet einen hervorragenden Grip für das Vorschubrädchen. Stellt das Gegendruckrädchen schön sanft ein. Beim neo gibt es keine Einstellungsmöglichkeit; daher musste ich die verbaute Feder gegen eine schwächere tauschen. Die verbaute Orginalfeder ist selbst für PLA extrem großzügig dimensioniert! Wenn der Andruck zu stark ist verformt sich WillowFlex nach zwei-drei Retractions über dieselbe stelle und wird nicht mehr gefördert.


Wie gesagt das Material hat einen guten Grip. Ihr müsst es nicht quetschen.
Druckt mit konstanter Geschwindigkeit!
Der Druckqualität kommt sehr zugute, wenn ihr mit einer einigermaßen konstanten Geschwindigkeit druckt. D.h. innere und äußere Hülle (peremiter), und infill alle mit der gleichen Geschwindigkeit. So gibt es keinen Stau und keine Kompressionsverluste im Bowdenschlauch und die Schmelze wird schön gleichmäßig gefördert.
Ich habe mit 30mm/s bis 50mm/s gute Erfolge erzielt. Ich auf anderen Geräten wird man möglicherweise sogar noch schneller fahren können.
Aktive kühlung: volle Power!
Ab dem zweiten Layer solltet ihr Kühlen, was der Lüfter hergibt. Außerdem empfehle ich die Minimale Druckzeit pro Layer auf 10 sek. Hochzusetzten.
Probiert es aus. Es geht! WillowFlex ist ein Werkstoff mit vielen tollen Eigenschaften. Es ist wunderbar Flexibel und über die das Infill könnt ihr die Härte eures Objektes einstellen. Es hält Temperaturen von -18 bis 110°C aus ohne seine Eigenschaften zu verändern. Es ist kompostierbar und es haftet auf PLA für tolle Verbunddrucke.
Dieser Artikel ist nicht unbedingt fertig. Wenn ihr zu weiteren Erkenntnissen gelangt lasst es mich wissen. Ich werde es ausprobieren und einpflegen. So können alle davon profitieren.
eMail: fd@3dk.berlin
Meine Settings: Cura
Drucker: neo von German RepRap
Slicer: Cura
Temperatur Nozzle: 180°C
Temperatur Druckbett: 60-70°C oder kalt auf Tape oder Dauerdruckbett
Rückzug (Retraction): Geschwindigkeit 100mm/s Distanz 6.8mm
Geschwindigkeiten: Leerfahrt 150mm/s; äußere Hülle, Innere Hülle, unterste Schicht, Füllgeschwindigkeit, Top/Bottom alle 30mm/s
Lüfter einschalten: ja, immer mit 100% ab 0,3mm höhe!
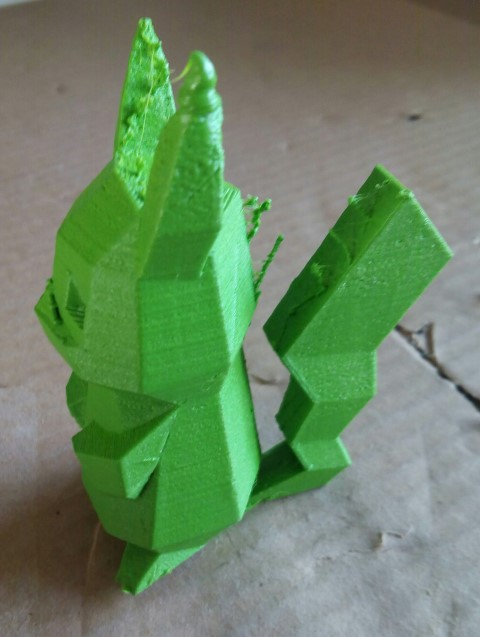
Minimale Druckzeit pro Schicht: 10s (die Ohren von Picachu waren leider zu klein um sie sauber hinzubekommen :-( in doppelter orginalgröße gedruckt )
Ich wünsche euch viel Erfolg mit WillowFlex auf euern Druckern.
Bis denne, euer Florian