No products
Prices are tax included
Product successfully added to your shopping cart
There are 0 items in your cart. There is 1 item in your cart.
Das Produkt wurde Ihrer Angebotsanfrage hinzugefügt!
WillowFlex & Bowden extruder - and it prints!
Although WollowFlex is a flexible filament, it can be printed amazingly well on 3D printers using a Bowden extruder.
My test was done on the neo from German RepRap. A very cheap device that delivers very acceptable results. The neo has a Bowden hose of over 70cm in length, with several sharp bends. So difficult conditions.
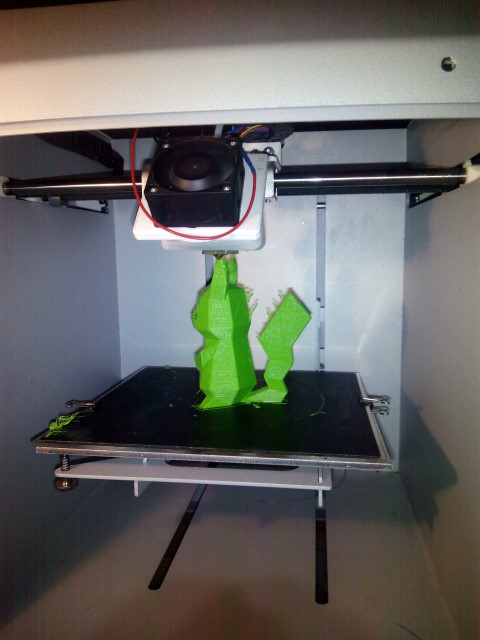
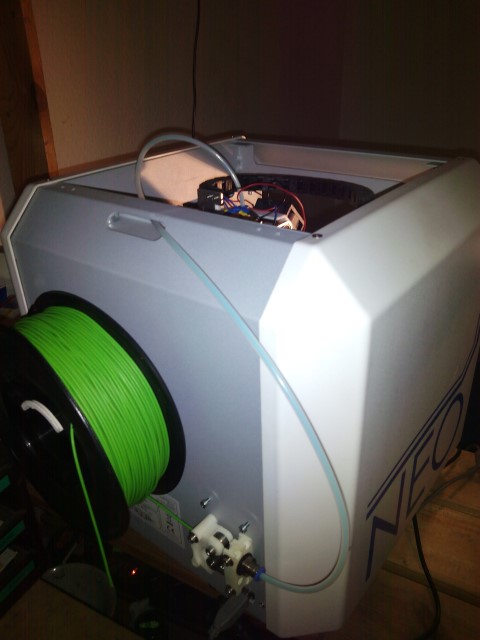
I retrofitted the neo with active cooling. I think every FDM printer should have active cooling. As long as you don't use ABS, you will improve the print quality many times over!
If you follow my tips, you will find yourself on devices with shorter and less twisted bowden hose, such as educate the Kossel even better results.
Retraction is important! Everything depends on the Retraciton!
You won't be able to avoid the right retraction settings for your device: Retract a lot and retract quickly. Then you can get the oosing under control. You have to retract so far that the spring travel of the filament in the tube is used up and then 2 mm further. I tried measuring, but unfortunately unsuccessfully.
If you retracted too far you will have problems with jamming filament because it will stick to the edges of the connections inside the extruder.
This part has served me well:
http://www.thingiverse.com/thing:15087
however, you do not need to try it until it looks good (it will never), but only until you have found the maximum withdrawal distance at which the filament is not jammed and the print runs without problems. On the neo that is 6.8mm.
Retracted quickly! 100mm / s is not a problem if you follow the next tip:
Pressure is important
Don't crush the filament! WillowFlex offers excellent grip for the feed wheel. Adjusts the counter pressure wheel gently. There is no setting option for the neo; therefore I had to replace the built-in spring with a weaker one. The built-in original spring is extremely generous even for PLA! If the pressure is too strong, WillowFlex deforms after two or three retractions over the same point and is no longer supported.